







Alüminyum ısı eşanjörü vakum lehimleme tanıtımı Şu anda, alüminyum düz borulu ısı eşanjörleri otomotiv klimalarında giderek daha yaygın olarak kullanılmaktadır. Bu ısı eşanjörü tamamen kaynaklı bir yapı benimsediğinden, kendi ısı değişim verimliliğinin tasarım endeksi, borulu ve kanatlı ısı eşanjörlerininkinden daha yüksektir....
Alüminyum ısı eşanjörü vakum lehimleme tanıtımı
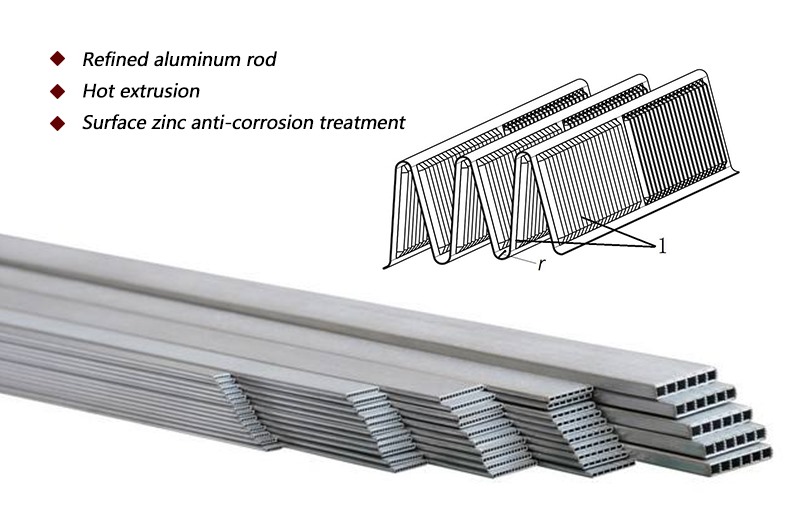
Şu anda, alüminyum düz borulu ısı eşanjörleri, otomotiv klimalarında giderek daha yaygın olarak kullanılmaktadır. Bu ısı eşanjörü tamamen kaynaklı bir yapı benimsediğinden, kendi ısı değişim verimliliğinin tasarım endeksi, borulu ve kanatlı ısı eşanjörlerininkinden daha yüksektir. % 10 ve otomobilin engebeli titreşiminde, bütünlüğü nedeniyle ısı değişim verimliliğini ve hizmet ömrünü azaltmaz. Üretim sürecinde, lehimleme işlemi çok önemli bir rol oynar.
Alüminyum ısı eşanjörü vakum lehimleme işleme
Alüminyum düz tüp radyatörün malzemesi L0'dır. ve LF21, bu nedenle lehimleme sırasında alüminyum bazlı lehim kullanmalıdır ve alüminyum-silikon lehim (Bal90Si) kullanılabilir. Isıtma sıcaklığı, lehimlemenin nüfuz etmesinin sağlanması durumunda, 3-5 dakikalık lehimleme tutma süresi uygundur. Lehimleme sıcaklığı 500 °C'nin altında olduğunda, daha hızlı bir ısıtma hızı (yaklaşık 10 ° C / dak) ve daha uzun bir tutma süresi kullanılabilir ve iki tutma bölümü kurulabilirken, 500 ° C'nin üzerinde, daha yavaş bir ısıtma hızı kullanılabilir. Isıtma hızı 4-5 ° C / dak'dır ve lehimleme kalitesi ve verimliliğinin mükemmel kombinasyonunu elde etmek için tutma süresi kısadır. Lehimleme ısısının korunması tamamlandıktan sonra, soğutma hızı uygun şekilde hızlandırılır, bu da elyaf dikiş yapısını rafine etmek ve dendrit ayrışmasını azaltmak, böylece lehimleme mukavemetini artırmak için faydalıdır. Bununla birlikte, soğutma hızı çok yüksekse, kaynak üzerinde aşırı termal strese neden olabilir. Çatlaklar için genellikle 15-20 ° C / dak soğutma hızı kullanılabilir.
Alüminyum ısı eşanjörü vakum lehimleme özellikleri
Vakumlu lehimlemenin sıcaklık kontrolü bilgisayar tarafından yapılabildiğinden, lehimleme için gereken sıcaklık ve süreyi kesinlikle elde edebilir ve sıcaklık homojenliği 3 ° C'± ulaşabilir, bu nedenle alüminyum radyatörlerin vakumlu lehimlenmesi için çok uygundur. Vakum lehimlemesinde kirlilik, akı, kaynak öncesi ve sonrası temizlik yapılmaz (sadece kaynaktan önce yağ alma), kullanımı kolay, yüksek derecede otomasyon ve optimize edilmiş spesifikasyon kontrolü altında yüksek verim vardır. Üretim maliyeti, seri üretim öncülü altında düşüktür. Tabii ki, yüksek güç tüketimi, ekipman için yüksek çevresel gereksinimler, toz geçirmez ve hava kurutma ve ekipman için yüksek bakım maliyetleri gibi bazı eksiklikleri de vardır.






